
-

品质保障
-

售后无忧
-

多年经验

联系人:黄先生
电 话:13822617524
地 址:广东省肇庆市高要区金渡镇金渡工业园
网 址: www.gdhldzk.com
单银/双银Low-E镀膜生产线
1、Low-E镀膜生产工艺及其原理
1.1概述
镀膜玻璃的生产方法很多,主要有真空磁控溅射法、真空蒸发法、化学气相沉积法以及溶胶-凝胶法等。
而其中目前国内外Low-E玻璃生产应用广泛的方式是真空磁控溅射法,特别是建筑Low-E玻璃。磁控溅射镀膜玻璃利用磁控溅射技术,可以设计制造多层复杂膜系,可在透明的玻璃基片上镀出多种颜色,膜层的耐腐蚀和耐磨性能较好。磁控溅射法是溅射速率高,性能比较稳定的镀膜方法。
1.2真空磁控溅射的基本原理
真空磁控溅射法是将玻璃置于真空室内,并通入工作气体(氩气、氮气和氧气等),当在溅射阴极、阳极间通电时,由于高压电场的作用使气体(氩气)分子电离,带正电的氩粒子将在电场的加速下,向阴极靶材表面撞击,将靶材表面的金属离子击出,以逐渐沉积在玻璃表面形成薄膜。
在溅射过程中,大部分能量转变成热量,因此需要对真空溅射室进行水冷却。
溅射工艺可以在大面积的基片上进行均匀镀膜。
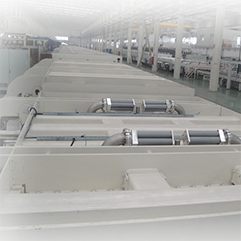
2、Low-E镀膜生产线结构和工艺流程
本Low-E镀膜整线由以下部分构成:
手动装片台 ---自动上片台 ----过渡台(一) ---- 前清洗机 ----原片观察台----横向定位台----进片台----进片室Z1----进口精抽室Z2----- 进口过渡室Z3 ---- 溅射室Z4-1、2、3、4、5、6、7、8等(溅射室的多少视工艺而定)-----出口过渡室Z5---- 出口精抽室Z6---- 出片室C7----出片台 ----过渡台(二)---- 光谱仪过渡台----检验室-----喷粉机---- 过渡台(三)--- 自动下片台----手动卸片台
本设备采用七室6锁结构:七室结构优于五室结构,避免了玻璃传入溅射区域时附带杂质气体对溅射区域稳态的冲击和污染,成膜纯净度高,膜结构牢固,抗腐蚀及紫外照射性强,理化性能好。在阴极选用上,使用平面阴极和直流电源,采用旋转阴极和中频电源,会使镀膜工艺更稳定,膜层更致密。
图1-1,图1-2, Low-E镀膜生产线


3、Low-E镀膜生产线的性能及其参数
正因为看到国内外还存在一些差距,认识到国内厂家过去的一些不足,鸿利达公司迎难而上,通过引进人才和聘请大学教授,与科研机构合作,积极研发、改进。现在我们研发制造的Low-E镀膜设备技术水平跃上一个新台阶,达到国内先进水平。具体性能和参数如下表所示:
3.1玻璃规格 | ||
可镀玻璃尺寸 | 尺寸 | 单位 |
较大可达 | 2440X3660 | mm |
较小可达 | 300X900 | mm |
可镀玻璃厚度 | 3-19 | mm |
3.2玻璃原片要求 | ||
1、玻璃原片必须干净、无划伤、无刮痕、无气泡等缺陷,玻璃放置时间不要超过二周。 | ||
2、玻璃原片表面必须无油、无胶带、无纸痕、无锡点等残留物。 | ||
3、玻璃原片不得雨水淋、回潮、发霉。 | ||
4、单、双银可钢化镀膜在钢化前玻璃需清洗干净,以防钢化过程中造成玻璃表面破坏而致镀膜层有针眼或膜层耐磨性降低。 | ||

图2-1 手动上、下片台
3.3过渡台(一)

3.4、前清洗机
由于Low-E镀膜玻璃在镀膜前要求基片表面严格洁净、干燥,因此在玻璃基片进行镀膜前必须清洗。为此专门配置前清洗机用来清洗镀膜玻璃基片。清洗机采用仿本特勒清洗机,清洗、风干一次完成。配多道毛刷盘和风刀,先清洗,后风刀吹干。清洗毛刷盘可以根据清洗效果上下调整,以保证清洁干净。风刀角度也可以调整,以达到好的吹干角度。吹风必须干净、无尘、无油,为此配一套风机和过滤系统,风机风量要求足够大,过滤网根据过滤效果安装多道,并且日常维护要求达一定期限就要求跟换过滤棉,保证吹风无污染。
3.5、电源
本镀膜线采用进口电源,稳定性好,控制准确、可靠,并具有保护功能。


图5-1真空控制柜 图5-2低真空控制柜
控制电路系统大约上千个以上的数字输入和数字输出,100个以上模拟输入及100个模拟输出通过工业控制机由PLC控制,输入输出模块安装于控制室及其它开关柜里, 计算机,PLC及相应测量仪器控制系统安装于主控房控制里,液晶显示器,键盘及鼠标放置于控制房操作台上。

图5-3 控制室操作系统布局
传动控制:控制准确、可靠,根据具体情况而快、慢速控制,生产效率高。
3.6、在线光学检测系统 (1套)
在线光学测量系统是检测镀膜玻璃成品的设备,该检测系统使得产品真正做到光谱性能100%经过检验,它可以通过电脑对每一片玻璃的纵向及记录和保存测量数据、测量时间、类型、批次,定时打印存档,是产品质量追溯和出具质量合格证依据之一。对于生产低辐射玻璃,该系统还能在线非接触性准确测量产品的面阻值。
具体如下图所示

图6-1在线光学检测系统
3.7、在线喷粉机
3.8、自动下片台
3.9、人工下片台



 地址:广东省肇庆市高要区金渡镇金渡工业园
地址:广东省肇庆市高要区金渡镇金渡工业园 电话:138-2261-7524
电话:138-2261-7524 邮箱:987291173@qq.com
邮箱:987291173@qq.com
